生成代码
Interference Grinding Dressing 提供便捷的代码生成功能,用户仅需简单配置,即可生成用于干涉磨削的 CNC 砂轮修整代码。
参数设置
在 基本参数 面板中:
- 根据图纸设置
工件类型/工件中径/工件导程等数据。 - 根据砂轮杆直径和工件内径的尺寸,设置
砂轮杆偏移中心最小距离和砂轮杆偏移中心最大距离,可以通过工具箱-最大偏移来计算。也可以直接设置最大砂轮直径和最小砂轮直径,需要在高级参数-初始化配置中设置输入方式:砂轮直径。 - 根据实际需要设置
砂轮安装角,右侧数字为标准工件螺旋升角,两者不一样则为干涉磨削。 - 点击
选择文件按钮,在DXF齿型文件参数中导入绘制好的 DXF 格式齿型文件,齿型文件原点需要以中径线为基准。 - 砂轮直径间隔设置 0.1,齿型类型为法向。
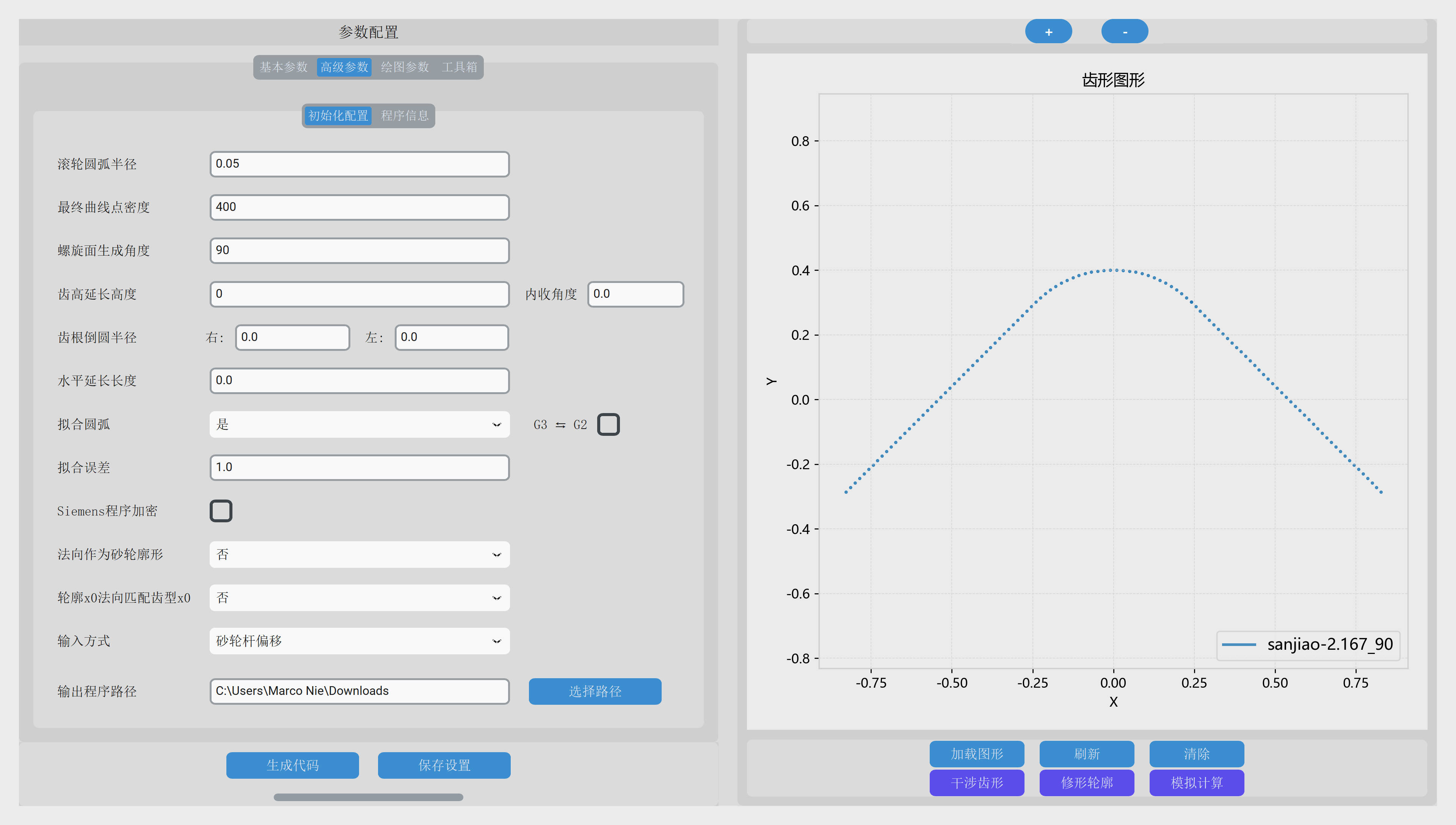
- 高级参数-初始化参数中,设置实际的
滚轮圆弧半径。 - 在
输出程序路径参数中,指定输出修整代码的目标文件夹。 - 其他参数保持默认即可。
- 根据图纸设置
配置完成后,点击
生成代码按钮,即可生成砂轮修整代码。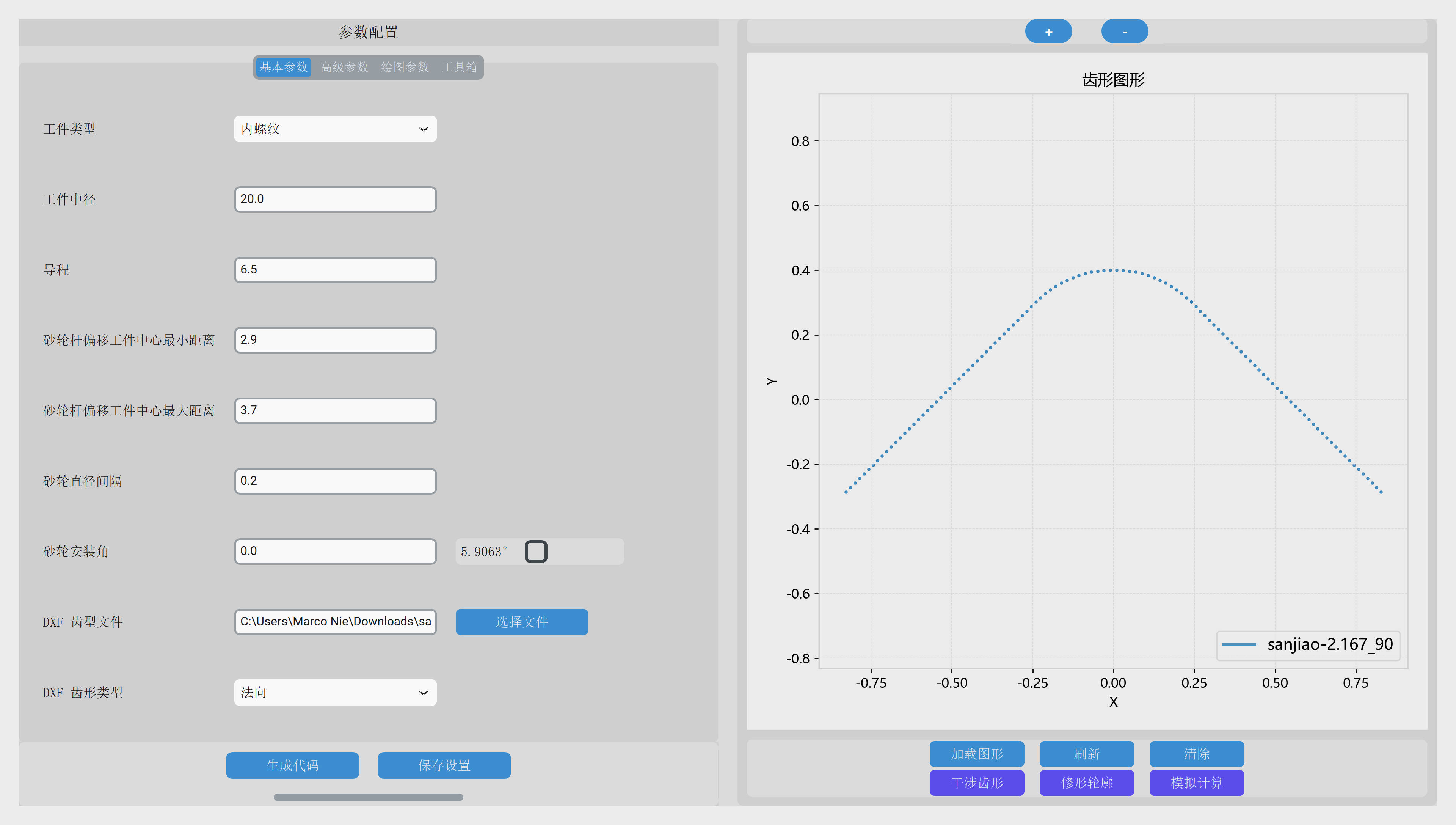
数据结构
生成完成后,IGD 会自动打开输出程序目录,并创建以中径和导程数据命名的子文件夹。修整代码及其他相关输出文件将存放于该文件夹中。
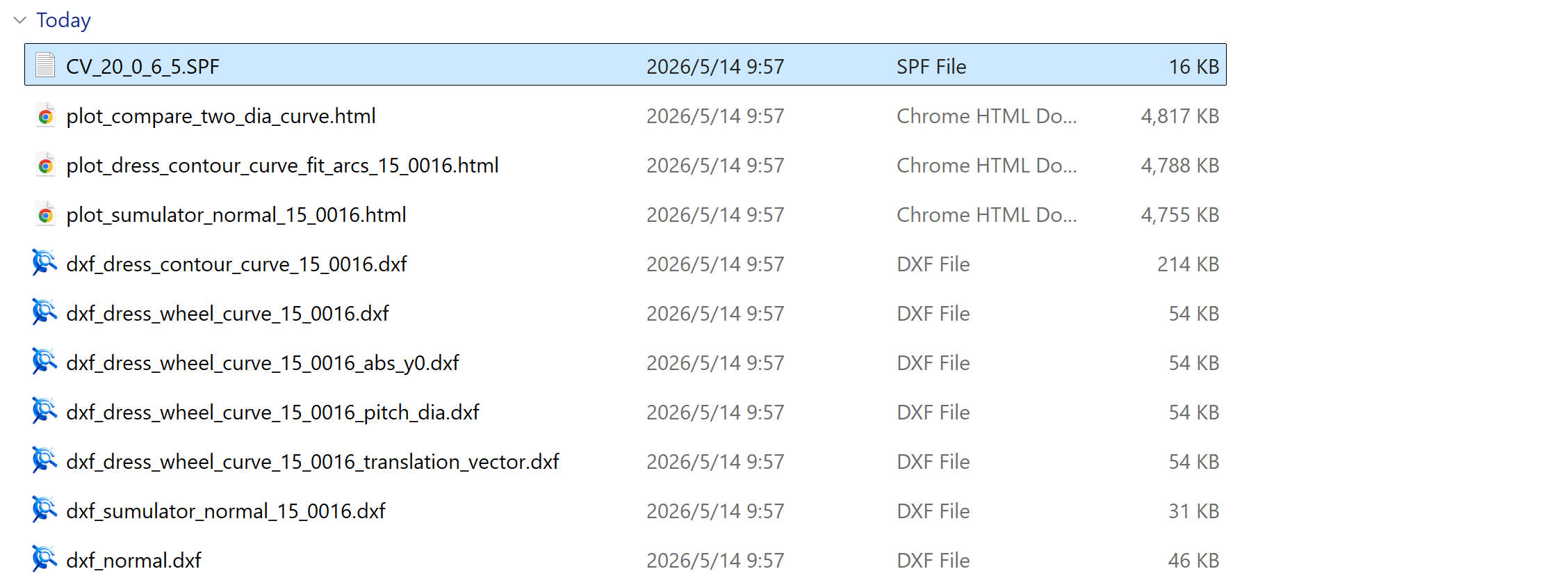
生成的修整代码可直接拷贝至数控机床进行砂轮修整。
默认输出内容
默认情况下,生成的修整代码使用离散点格式,通过两轴插补的方式运行,包含 600 个离散点。示例输出代码如下:
;********************************
;砂轮直径范围:20.6836 - 20.2837
;砂轮步距:0.1
;轨迹程序段数:402
;********************************
;砂轮杆安装角:3.0
;工件螺旋升角:8.2948
;工件中径:26.2
;工件导程:12.0
;滚轮圆弧半径:1.0
;砂轮齿高:1.7222 - 1.7830
;砂轮齿宽:2.7253 - 2.8244
;********************************
;软件版本:1.7.1
;生成日期:2025-04-25 11:12:35
;********************************
;WHEEL_DIA - 当前砂轮直径
;VER_MODE - 修整进刀轴方向
;AX_HORI - 水平修整轴
;AX_VER - 垂直修整轴
;********************************
DEF REAL VER_MODE,WHEEL_DIA
DEF AXIS AX_HORI,AX_VER
AX_HORI=AXNAME(AXIS_HORI)
AX_VER=AXNAME(AXIS_VER)
VER_MODE=DRESSER[50]
WHEEL_DIA=DRESSER[24]
;********************************
IF (WHEEL_DIA>=20.6836) GOTOF DIA_20_6836;
IF (WHEEL_DIA<20.6836) AND (WHEEL_DIA>=20.5838) GOTOF DIA_20_5838;
IF (WHEEL_DIA<20.5838) AND (WHEEL_DIA>=20.4838) GOTOF DIA_20_4838;
IF (WHEEL_DIA<20.4838) AND (WHEEL_DIA>=20.3844) GOTOF DIA_20_3844;
IF (WHEEL_DIA<20.3844) AND (WHEEL_DIA>=20.2837) GOTOF DIA_20_2837;
IF (WHEEL_DIA<20.2837) GOTOF DIA_20_2837;
;********************************
DIA_20_6836:
IF DRESSER[40]==1;
;*********************************************
DRESSER[41]=89.2161;外部齿形程序右起点角度(竖直向下夹角)
DRESSER[42]=89.4766;外部齿形程序左起点角度(竖直向下夹角)
DRESSER[43]=0;外部齿形程序顶部平台长度(预留参数)
DRESSER[45]=0;齿形右终点角度(竖直向下夹角)
DRESSER[46]=0;齿形左终点角度(竖直向下夹角)
DRESSER[51]=-2.3627;外部齿形程序右终点水平坐标
DRESSER[131]=1.7221;外部齿形程序右终点垂直坐标(考虑VER_MODE)
DRESSER[115]=2.3627;外部齿形程序左终点水平坐标
DRESSER[138]=1.7221;外部齿形程序左终点垂直坐标(考虑VER_MODE)
DRESSER[99]=0.0000
;***********************************************
RET
ENDIF
;齿形部分
CASE DRESSER[44] OF 0 GOTOF RIGHT_SIDE 1 GOTOF LEFT_SIDE DEFAULT GOTOF RIGHT_SIDE
;右侧齿形
RIGHT_SIDE:
G64 G90 G01
AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=-0.0079
AX[AX_VER]=0.0001*VER_MODE AX[AX_HORI]=-0.0238
AX[AX_VER]=0.0004*VER_MODE AX[AX_HORI]=-0.0397
AX[AX_VER]=0.0011*VER_MODE AX[AX_HORI]=-0.0555
...
AX[AX_VER]=1.6746*VER_MODE AX[AX_HORI]=-2.3653
AX[AX_VER]=1.6905*VER_MODE AX[AX_HORI]=-2.3648
AX[AX_VER]=1.7063*VER_MODE AX[AX_HORI]=-2.3639
AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=-2.3627
RET
;左侧齿形
LEFT_SIDE:
G64 G90 G01
AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0079
AX[AX_VER]=0.0003*VER_MODE AX[AX_HORI]=0.0238
...
AX[AX_VER]=1.6746*VER_MODE AX[AX_HORI]=2.3653
AX[AX_VER]=1.6905*VER_MODE AX[AX_HORI]=2.3648
AX[AX_VER]=1.7063*VER_MODE AX[AX_HORI]=2.3639
AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=2.3627
RET
;********************************
DIA_20_5838:
IF DRESSER[40]==1;
...
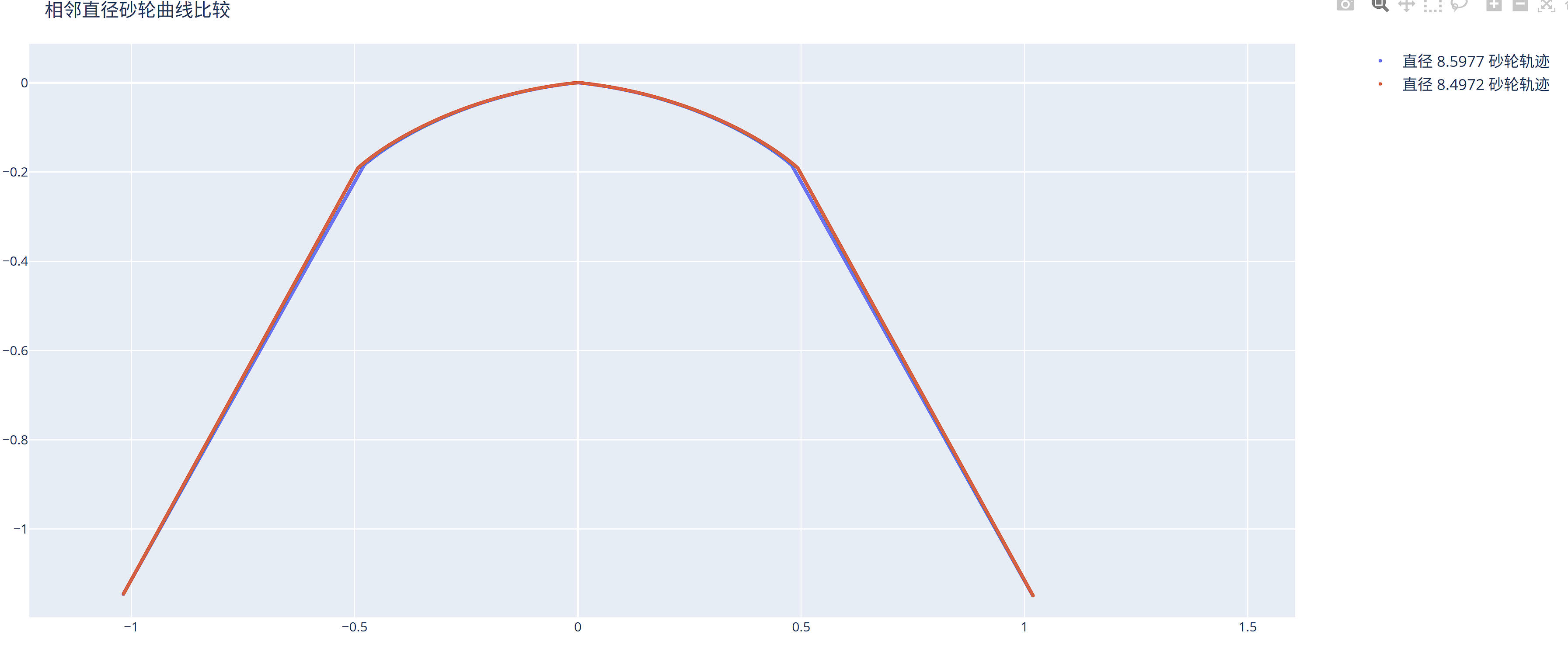
plot_compare_two_dia_curve 可以直观的两个相邻砂轮直径间隔下的曲线的区别,用于判断当前设置是否合适:
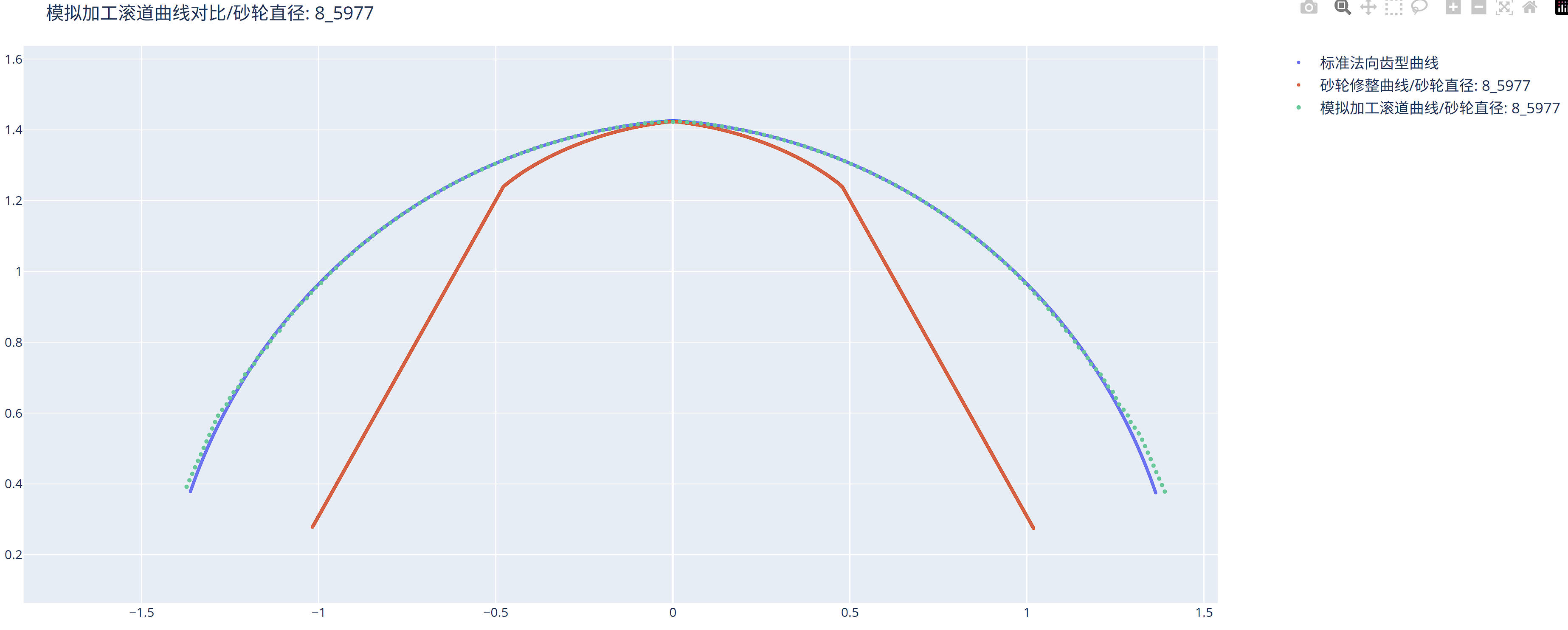
plot_simulator_normal 使用计算出的修整曲线模拟加工后,计算滚道法向截面曲线,可以和标准法向曲线进行直观对比:
圆弧拟合
功能介绍
Interference Grinding Dressing 支持 圆弧拟合 功能,可生成优化后的修整代码,显著提升加工效率并减小代码文件大小。
启用方法
- 在 高级参数-初始化参数 面板中,将
圆弧拟合选项设置为是。 - 保持其他参数默认配置,点击
生成代码按钮,即可生成启用了圆弧拟合的加工代码。
输出内容
启用圆弧拟合后,输出文件目录将包含以下新增内容:
特定砂轮直径下加工运行轨迹
├── 圆弧拟合后HTML文件
加工代码变成如下形式:
;右侧齿形
RIGHT_SIDE:
G64 G90 G01
G01 AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
G01 AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
G03 AX[AX_VER]=0.0066*VER_MODE AX[AX_HORI]=-0.1286 CR=1.1603
G03 AX[AX_VER]=0.3686*VER_MODE AX[AX_HORI]=-1.2981 CR=2.9783
G03 AX[AX_VER]=0.8019*VER_MODE AX[AX_HORI]=-1.8838 CR=2.8127
G03 AX[AX_VER]=1.1230*VER_MODE AX[AX_HORI]=-2.1637 CR=2.4404
G03 AX[AX_VER]=1.2909*VER_MODE AX[AX_HORI]=-2.2692 CR=1.3942
G03 AX[AX_VER]=1.4833*VER_MODE AX[AX_HORI]=-2.3440 CR=0.8617
G03 AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=-2.3627 CR=0.7176
G01 AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=-2.3627
RET
;左侧齿形
LEFT_SIDE:
G64 G90 G01
G01 AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
G01 AX[AX_VER]=-0.0000*VER_MODE AX[AX_HORI]=0.0000
G02 AX[AX_VER]=0.0104*VER_MODE AX[AX_HORI]=0.1664 CR=1.5149
G02 AX[AX_VER]=0.3789*VER_MODE AX[AX_HORI]=1.3165 CR=2.9761
G02 AX[AX_VER]=0.8107*VER_MODE AX[AX_HORI]=1.8929 CR=2.8071
G02 AX[AX_VER]=1.1299*VER_MODE AX[AX_HORI]=2.1686 CR=2.4270
G02 AX[AX_VER]=1.2984*VER_MODE AX[AX_HORI]=2.2731 CR=1.3586
G02 AX[AX_VER]=1.4956*VER_MODE AX[AX_HORI]=2.3470 CR=0.8468
G02 AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=2.3627 CR=0.7179
G01 AX[AX_VER]=1.7221*VER_MODE AX[AX_HORI]=2.3627
RET
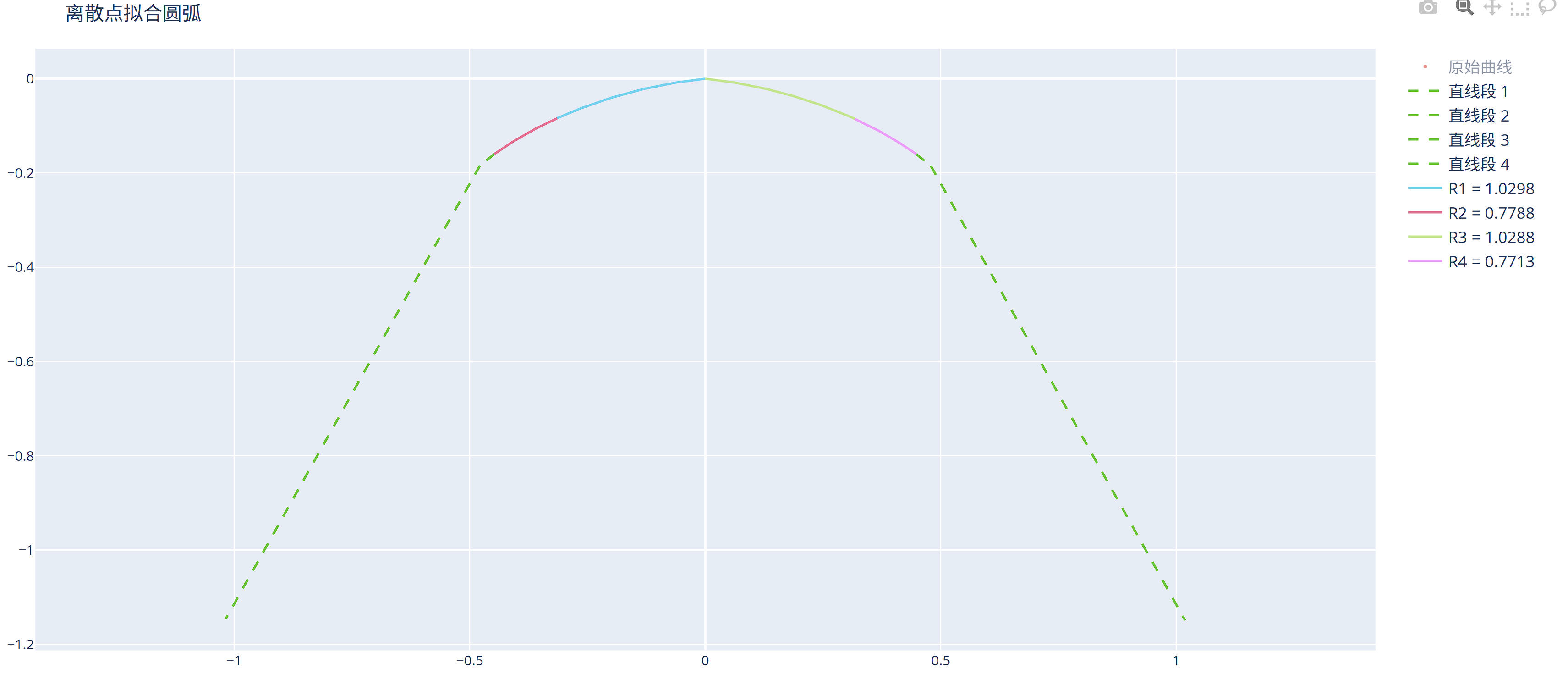
plot_dress_contour_curve_fit_arcs 圆弧拟合后的曲线,可直观看到每段圆弧和直线的分布(高级参数-初始化参数中启用圆弧拟合后):
注意事项
使用圆弧拟合功能生成修整代码时,需要根据两个插补轴所在的几何平面,判断是否启用 G3 ⇆ G2 反转选项。