基本参数
本节详细介绍软件中最常用的基本参数设置项,涵盖工件参数、砂轮参数、齿型 DXF 文件及类型等关键信息。
工件类型
- 选项:
内螺纹/外螺纹 - 设置: 请根据实际加工的工件选择对应的类型。
工件中径
- 定义: 设置工件的中径尺寸。
- 单位:
说明: 此参数通常可在工件图纸中找到。例如,在下图红框中即标示了中径尺寸:
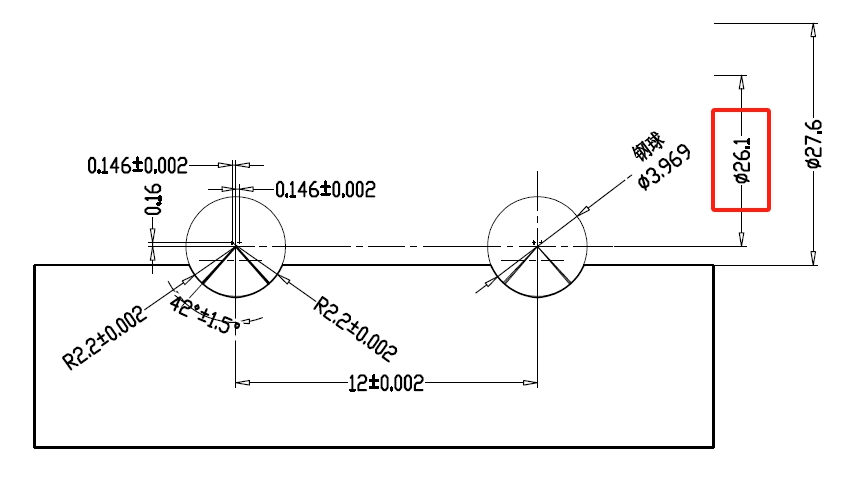 图 1: 工件中径在图纸中的标注示例
图 1: 工件中径在图纸中的标注示例使用绘图工具生成齿型文件并导入后,通常不需要手动输入中径,软件会自动读取。
导程
- 定义: 设置工件的导程。
- 单位:
- 说明:
- 对于单头螺纹(或丝杠),导程 = 螺距。
- 对于多头螺纹(或丝杠),导程 = 螺距 × 头数。
- 蜗杆齿型导入后会自动读取导程,无需手动输入。
砂轮杆偏移工件中心最小距离
- 高级参数-初始化配置中设置输入方式:砂轮杆偏移时可见。
- 定义: 砂轮中心线相对于工件中心线的最小偏移量。偏移距离为 时,表示砂轮中心与工件中心重合。
- 关联性: 此参数与砂轮直径紧密相关,并直接影响计算生成的砂轮轮廓曲线。
设置指南:
内螺纹情况:
- 理论最小偏移可设置为 (即砂轮在工件中心加工),此时允许使用的砂轮直径最大。
- 注意: 过小的偏移距离(包括 )可能导致滚道接触线中的无效区域增大,进而使实际加工出的滚道与目标滚道产生较大偏差。在双圆弧和三角齿型中都有影响,需要测试不同偏移距离下的模拟计算结果和标准法向曲线的图形差异情况,来确定实际可用的最小偏移。
- 下图对比了偏移距离为 和 时,模拟计算结果和标准曲线的对比情况:
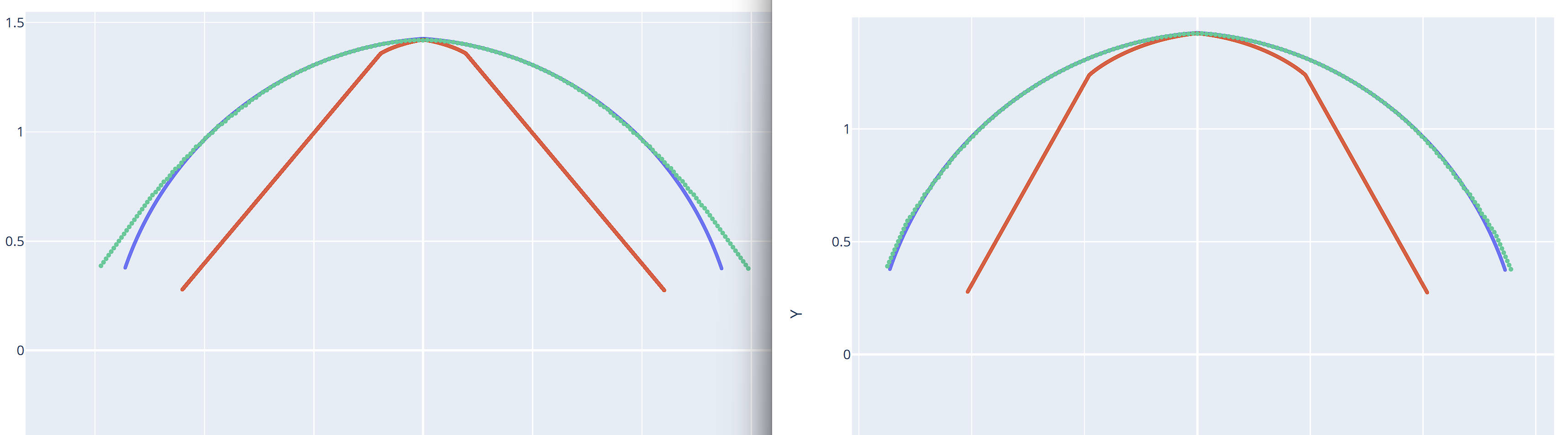 图 2: 砂轮杆偏移对实际加工的影响 (左: 4mm, 右: 5mm)
图 2: 砂轮杆偏移对实际加工的影响 (左: 4mm, 右: 5mm) - 观察可见,偏移距离越小,两侧曲线偏移标准曲线的部分越多,可能导致后续滚道部分无法按预期形状正确加工。
外螺纹情况:
- 建议设置为输入最大/最小砂轮直径模式,高级参数-初始化配置中设置输入方式:砂轮直径。
砂轮杆偏移工件中心最大距离
- 高级参数-初始化配置中设置输入方式:砂轮杆偏移时可见。
- 定义: 砂轮中心线相对于工件中心线的最大允许偏移量。
设置指南:
内螺纹情况:
- 最大偏移距离主要受工件内径和砂轮安装角的限制。
- 偏移距离越大,所需的砂轮直径越小。
- 注意: 设置的偏移距离不能过大,否则可能导致砂轮杆在加工过程中与工件内壁发生干涉碰撞。
- 您可以通过查阅 [分析工具] -> [最大偏移计算] 章节(如果手册中有此章节)或使用相关功能来辅助计算允许的最大偏移值。
外螺纹情况:
- 建议设置为输入最大/最小砂轮直径模式,高级参数-初始化配置中设置输入方式:砂轮直径。
最大砂轮直径
- 高级参数-初始化配置中设置输入方式:砂轮直径时可见。
- 定义: 最大允许砂轮直径。
设置指南:
内螺纹情况:
- 建议设置为输入最大/最小砂轮杆偏移模式,高级参数-初始化配置中设置输入方式:砂轮杆偏移。
外螺纹情况:
- 设置为加工时所能达到的最大砂轮直径。
最小砂轮直径
- 高级参数-初始化配置中设置输入方式:砂轮直径时可见。
- 定义: 最小允许砂轮直径。
设置指南:
内螺纹情况:
- 建议设置为输入最大/最小砂轮杆偏移模式,高级参数-初始化配置中设置输入方式:砂轮杆偏移。
外螺纹情况:
- 设置为加工时所能达到的最小砂轮直径。
砂轮直径间隔
- 定义: 设置在计算修整路径时,相邻两个砂轮直径之间的步长。
- 单位:
- 说明:
- 由于不同的砂轮直径(对应不同的偏移距离)会产生不同的修整曲线,此参数决定了修整代码的精细程度。
- 较小的间隔意味着对砂轮磨损的适应性更好,精度更高,但会导致计算时间增加和生成的代码量增大。
- 较大的间隔则反之。
- 内螺纹推荐设置为 ,外螺纹推荐设置为。
- 精度验证:
- 软件生成代码后,文件夹中提供一个名为
plot_compare_two_dia_curve.html的输出文件。 - 通过检查此文件(如下图所示的对比曲线),可以判断当前设置的间隔值是否足够满足加工的精度要求。
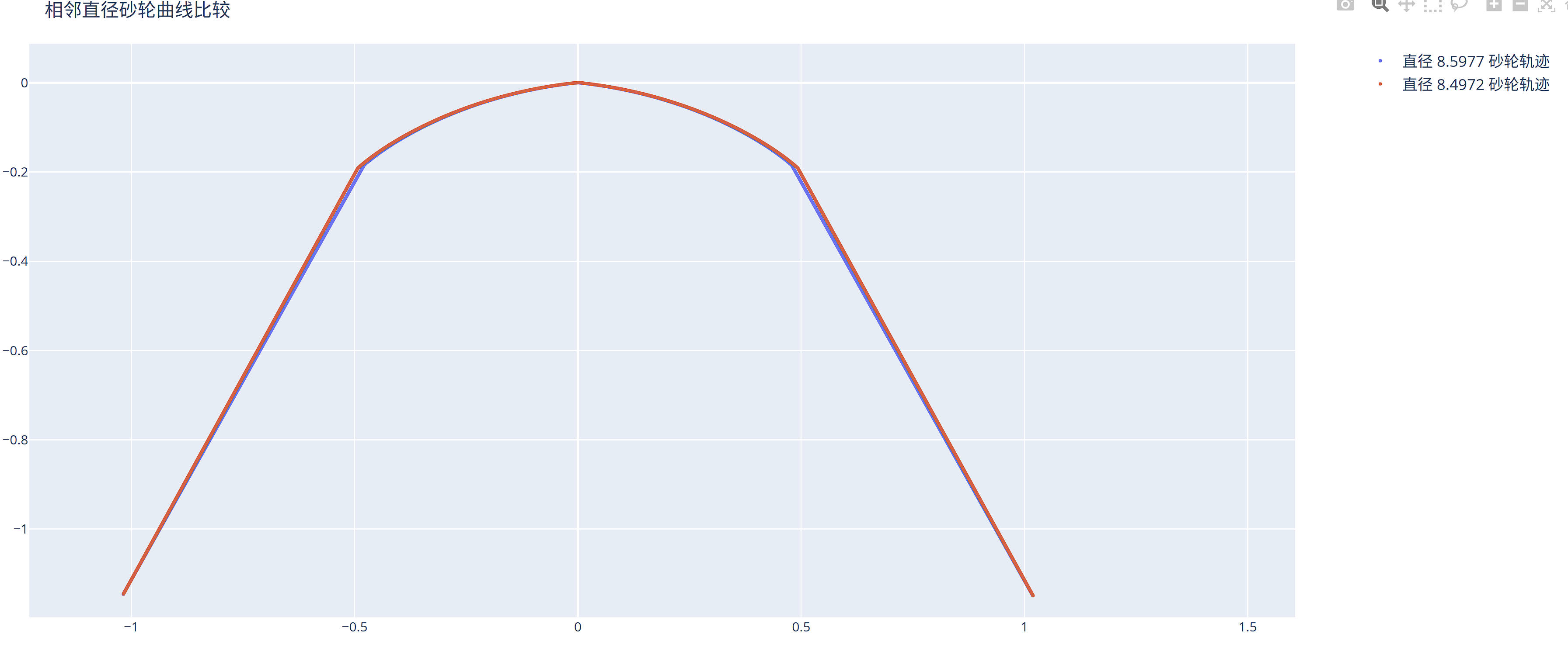 图 3: 不同砂轮直径间隔下的修整曲线对比示例
图 3: 不同砂轮直径间隔下的修整曲线对比示例
- 软件生成代码后,文件夹中提供一个名为
砂轮安装角
- 定义: 设置砂轮轴线与工件轴线在特定平面内的夹角。
- 核心概念: 干涉磨削通常采用小于工件标准螺旋升角的砂轮安装角进行加工。
- 参数辅助:
- 参数输入框右侧通常会显示当前工件参数计算出的标准螺旋升角()。
- 勾选旁边的复选框,可自动将标准螺旋升角填充到此参数中(即非干涉磨削设置)。
- 影响:
- 减小安装角:
- 理论上可以加工更大导程或更小内径的工件。
- 当设置为 时,相当于砂轮杆水平加工,可最大限度降低某些情况下的加工干涉风险。
- 注意: 砂轮安装角与标准螺旋升角的差值越大,滚道接触线的无效区域也可能随之增大。如果无效区域扩展到了滚道上必须保证精度的关键部位,则表明当前安装角设置过小。此时,应尝试增大安装角或调整砂轮杆偏移距离。
- 减小安装角:
DXF 齿型文件
- 功能: 指定并导入包含目标齿型轮廓的 DXF 格式文件。
- 操作: 点击浏览按钮或输入完整文件路径。
- 注意: 推荐通过绘图工具生成的齿型文件并在此处导入。
DXF 齿型类型
- 选项:
法向/轴向/端面 - 选择依据: 根据导入的 DXF 文件所代表的齿型截面类型进行选择。
- 常见应用:
- 法向 (Normal Profile): 常用于普通螺母、丝杠。DXF 文件定义的是垂直于螺旋线的截面齿型。
- 轴向 (Axial Profile): 部分蜗杆加工可能采用。DXF 文件定义的是沿工件轴线方向的截面齿型。
- 端面 (Transverse Profile): 常用于螺杆转子等。DXF 文件定义的是垂直于工件轴线的截面(即端面)齿型。